机器的安装及使用:
(1)机器的安装
本机使用前要固定在地脚螺钉上,安装前应按图示位置打好混凝土地基,待地基干固后,将机器调整到水平位置并紧固。之后,方可试车运转。(安装示意见附图)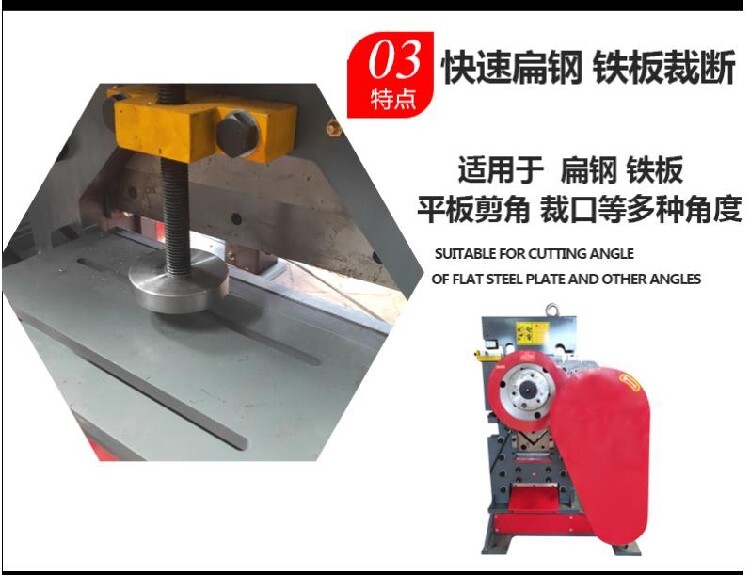
在使用前,应检查设备各部件是否完好,确保设备处于正常状态。
在操作过程中,应遵守安全操作规程,佩戴好防护用品,防止发生意外事故。
定期对设备进行维护和保养,确保设备的长期稳定运行。
综上所述,多功能角钢切断打孔一体机是一种、实用的机械设备,能够显著提高生产效率和加工质量。在选择和使用过程中,用户应充分了解产品的性能、特点和价格等信息,以便做出明智的决策。
多工位模块(核心优势):
冲孔工位:配冲头 + 凹模,可冲圆孔、方孔、长圆孔、异形孔。
板材剪切工位:上下剪刃,剪切平板、扁钢。
型材剪切工位:剪刃,剪切角钢、槽钢、圆钢、方钢、工字钢等。
切角 / 模剪工位:板材 / 型材切角、开槽、缺口加工。
折弯工位:配折弯模具,实现 90° 折弯等简单成型。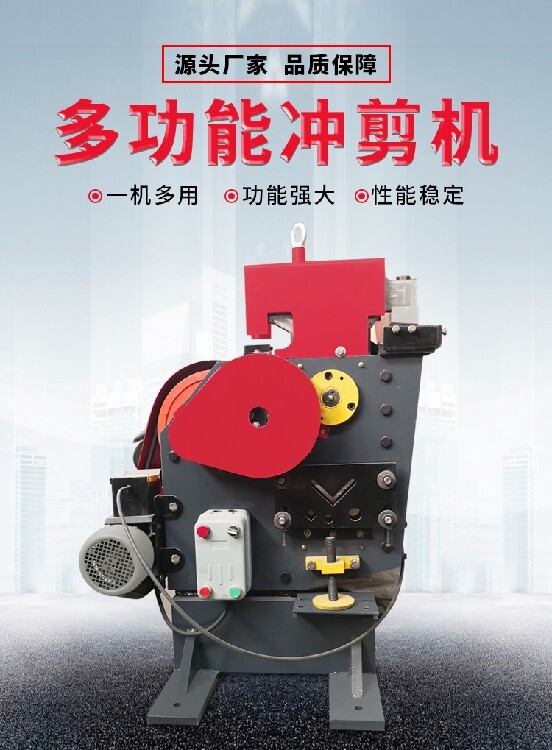
机身框架:整体铸钢或钢板焊接结构,刚性强、稳定性好,是所有部件的安装基础。
传动系统:
动力源:三相异步电动机。
传动链:皮带轮→齿轮箱→离合器→偏心轴→连杆→滑块(刀座)。
关键:曲柄连杆机构,将旋转运动转为滑块上下直线运动。
工作滑块 / 刀座:安装冲头、上剪刀、上切角刀等,做往复运动,是执行加工的核心部件。

电动机启动,通过皮带、齿轮带动偏心轴旋转。
偏心轴驱动连杆,带动滑块 / 刀座做上下往复直线运动。
滑块下行时,带动冲头 / 剪刀与下模 / 固定剪刃配合,完成冲孔 / 剪切 / 切角。
滑块上行复位,完成一个工作循环,周期约30 次 / 分钟(常见机型)。
离合器控制启停,脚踏 / 按钮实现单次或连续加工。
核心功能与加工范围
冲孔:板材、角钢、槽钢、工字钢等冲孔,孔径 / 形状随模具定制。
剪切:
板材:大厚度常见6–25mm(碳钢)。
型材:角钢、槽钢、圆钢、方钢、扁钢、工字钢等切断。
切角 / 开槽:板材 / 角钢切 45° 角、V 形口、矩形缺口。
折弯 / 成型:简易 90° 折弯、压筋、浅拉伸(配模具)。
适用材料:碳钢、不锈钢、铝板、铜材等,强度≤450N/mm²。